
NO
Wolframkarbid veifreseverktøy: hva de er, hvordan de fungerer og hvordan du får mest mulig ut av dem
Bransjenyheter-Hva tungstenkarbid veifreseverktøy er og hvorfor de betyr noe
Wolframkarbid-freseverktøy - også ofte kalt hardmetallfresehakker, veihøvelbor, kalde freser eller fortaufresere - er de individuelle skjæreelementene som er montert på den roterende trommelen til en kaldfresemaskin. Når en veifresemaskin passerer over en asfalt- eller betongdekke, er det disse små, men usedvanlig harde verktøyene med karbidspiss som gjør selve arbeidet med å bryte, kutte og fjerne dekkematerialet. Hvert verktøy er en nøyaktig konstruert komponent som består av en stålkropp, en holder eller blokk av herdet stål, og en tungstenkarbidtupp loddet eller pressemontert til kutteenden. Wolframkarbidspissen er forretningsenden av verktøyet - den kontakter fortauet direkte og må tåle de kombinerte påkjenningene av slag, slitasje, kompresjon og varme som genereres under fresing ved trommelrotasjonshastigheter som kan overstige 100 omdreininger per minutt.
Grunnen til at wolframkarbid er det foretrukne materialet for veifreseverktøyspisser, er dens ekstraordinære kombinasjon av hardhet og slitestyrke. Med en hardhetsgrad på omtrent 9,5 på Mohs-skalaen – nest etter diamant – og en trykkstyrke som langt overstiger høyhastighetsstål eller andre verktøymaterialer, opprettholder wolframkarbid sin skjæregeometri langt lenger enn alternative materialer når de utsettes for de ekstreme slitende forholdene ved fortaufresing. Dette oversetter direkte til lavere verktøyutskiftningsfrekvens, redusert maskinstans, bedre skjærekvalitetskonsistens over hele verktøyets levetid, og til slutt lavere totalkostnad per kvadratmeter frest overflate. I vegrehabiliterings- og fortausvedlikeholdsoperasjoner der verktøyforbruk er en av de mest betydelige variable driftskostnadene, har kvaliteten og spesifikasjonen til wolframkarbidfreseverktøy en målbar innvirkning på prosjektets lønnsomhet.
Anatomien til en wolframkarbidfresing
Å forstå strukturen til et veifreseverktøy i hardmetall hjelper til med å forklare hvorfor ulike design fungerer forskjellig under ulike dekkeforhold og hvorfor det er så viktig å matche verktøyspesifikasjonene til bruken for å oppnå optimal ytelse og verktøylevetid.
Tungsten Carbide Tips
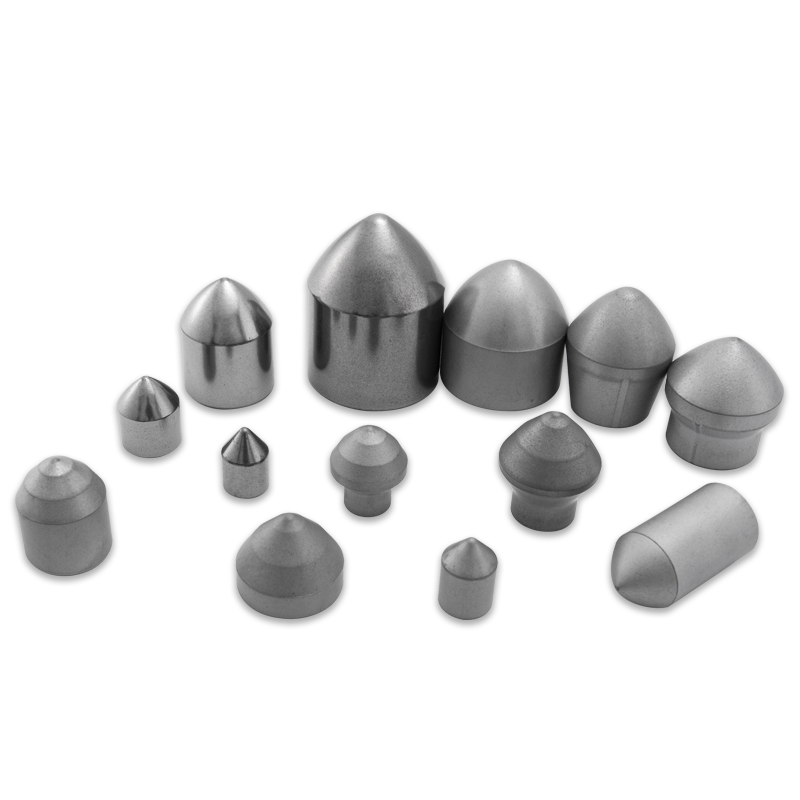
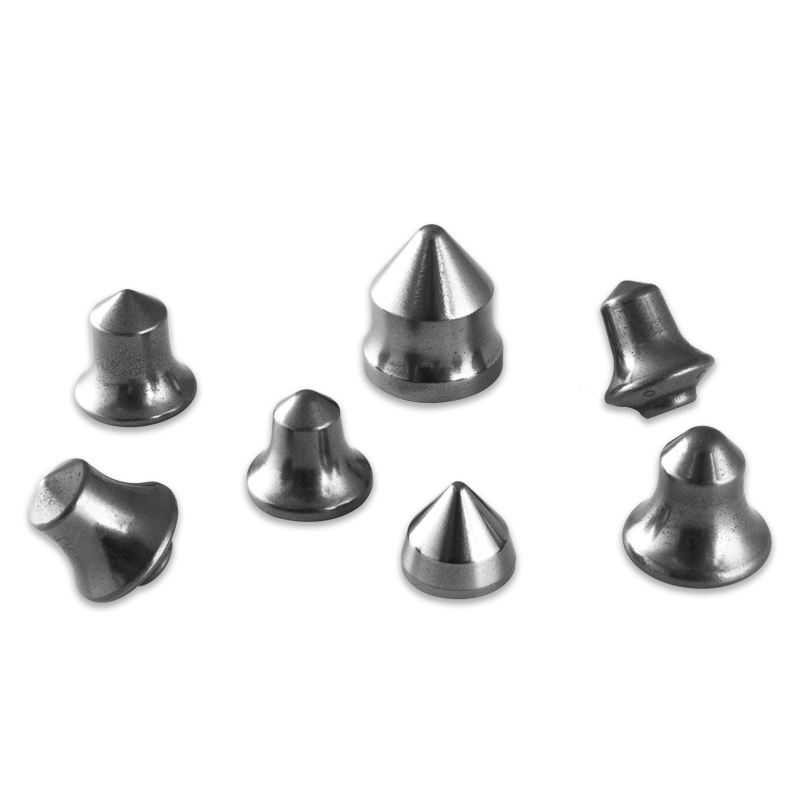
Karbidspissen er den mest teknisk kritiske komponenten i et veifreseverktøy. Den er produsert av sementert wolframkarbid - et komposittmateriale produsert ved å sintre wolframkarbidpulver med et metallisk bindemiddel, oftest kobolt, ved svært høye temperaturer og trykk. Egenskapene til den ferdige karbidspissen bestemmes av kornstørrelsen til wolframkarbidpulveret, innholdet av koboltbindemiddel og sintringsforholdene. Finkornede karbidkvaliteter med lavere koboltinnhold (6–8 %) gir maksimal hardhet og slitestyrke, noe som gjør dem egnet for bruk med høy slitasje som fresing av hardt tilslag eller betongdekker. Grovere kornkvaliteter med høyere koboltinnhold (10–12 %) ofrer noe hardhet for forbedret seighet og slagfasthet, noe som gjør dem mer passende for freseapplikasjoner som involverer slagbelastning, for eksempel arbeid i sterkt sprukket eller uregelmessig fortau der verktøyet utsettes for periodiske kraftige støt. Geometrien til spissen – dens kjeglevinkel, spissradius og generelle form – påvirker hvor effektivt den trenger inn i fortauet og hvordan skjærekreftene fordeles gjennom verktøykroppen under fresing.
Verktøykroppen og skaftet
Verktøykroppen i stål overfører skjærekreftene fra karbidspissen til verktøyholderen og trommelenheten. Den er vanligvis produsert av middels karbonlegert stål som er varmebehandlet for å gi en nøye balansert kombinasjon av overflatehardhet - for å motstå slitasje fra fortaumateriale som strømmer forbi kroppen under skjæring - og kjerneseighet for å absorbere støtbelastninger uten å sprekke. Skaftdiameteren er en standardisert dimensjon som må passe med boringen til verktøyholderen den settes inn i. Den vanligste skaftdiameteren for veifreseverktøy er 22 mm, selv om 25 mm og 30 mm skaft brukes på kraftige maskiner og spesifikke trommelkonfigurasjoner. En slitebeskyttende hard-vendende ring påføres ofte rundt bunnen av karbidspissen på førsteklasses verktøydesign for å beskytte stålkroppen i høyslitasjesonen rett bak spissen, forlenge kroppens levetid og redusere frekvensen som hele verktøyet må skiftes ut selv når karbidspissen fortsatt er brukbar.
Verktøyholderen og blokksystemet
Veifreseverktøy sveises ikke direkte til trommelen. De settes inn i verktøyholdere - også kalt blokkholdere eller basisblokker - som er sveiset til trommeloverflaten i et bestemt mønster. Verktøyholderen har to kritiske funksjoner: den gir den nøyaktige vinkelposisjonen av verktøyet i forhold til trommeloverflaten som bestemmer skjæregeometri og materialflyt, og den tillater rask utskifting av verktøy i felten uten å måtte sveise eller maskinere selve trommelen. Verktøy-til-holder-grensesnittet bruker et fjærholdesystem - typisk en låsering eller fjærklemme rundt verktøyskaftet - som holder verktøyet sikkert under drift, samtidig som det kan slås ut med en drivstans og skiftes ut på sekunder når det er slitt. Selve holderkroppen er et slitasjeelement som også må overvåkes og skiftes ut med jevne mellomrom, ettersom overdreven holderslitasje forårsaker feiljustering av verktøyet som akselererer skade på karbidspissen og reduserer fresekvaliteten.
Hvordan hardmetallfreseverktøy er plassert på trommelen og hvorfor det betyr noe
Mønsteret der tungstenkarbid veifreseverktøy er montert på trommelen - deres avstand, vinkelorientering og radkonfigurasjon - er like viktig som verktøyene selv for å bestemme freseytelsen. Trommelkonfigurasjonen er konstruert for å balansere flere konkurrerende krav: skjæreeffektivitet, overflateteksturkvalitet, materialflyt gjennom trommelhuset, vibrasjonsegenskaper og fordelingen av skjærebelastningen over individuelle verktøy.
Verktøy er arrangert i spiralformede rader rundt trommelomkretsen, med spiralvinkelen og verktøy-til-verktøy-avstanden i hver rad som bestemmer skjæremønsteret som er igjen i den freste overflaten. En finere verktøyavstand – flere verktøy per enhet trommelbredde – gir en jevnere frest overflatetekstur med mindre rygger mellom individuelle verktøyskjæringer, noe som er viktig når den freste overflaten skal brukes som en midlertidig løpeoverflate før gjenbelegg, eller når overflateregelmessigheten er kritisk for etterfølgende belegningssjikts adhesjon. Større verktøyavstand gir en grovere tekstur som genererer mer aggressiv materialfjerning per verktøy og reduserer kraften som kreves per arealenhet, noe som kan være fordelaktig ved dypfreseoperasjoner hvor produktivitet prioriteres over overflatekvalitet.
Vinkelorienteringen til hver verktøyholder på trommelen – både den radielle vinkelen (hvor langt fremover verktøyet lener seg i rotasjonsretningen) og sidevinkelen (sidelengs helningen av verktøyaksen i forhold til trommelaksen) – styrer hvordan karbidspissen griper inn i fortauet, hvordan skjærekreftene fordeles og hvordan det freste materialet blir rettet inn i det freste systemet. Presisjon i trommelkonfigurasjonsteknikk er en av de viktigste forskjellene mellom høyytelsesfresemaskiner fra ledende produsenter og alternativer av lavere kvalitet som kan oppnå akseptable materialfjerningshastigheter, men som gir dårligere overflatetekstur, høyere verktøyslitasjehastigheter og større maskinvibrasjoner.
Typer av wolframkarbid veifreseverktøy og deres spesifikke bruksområder
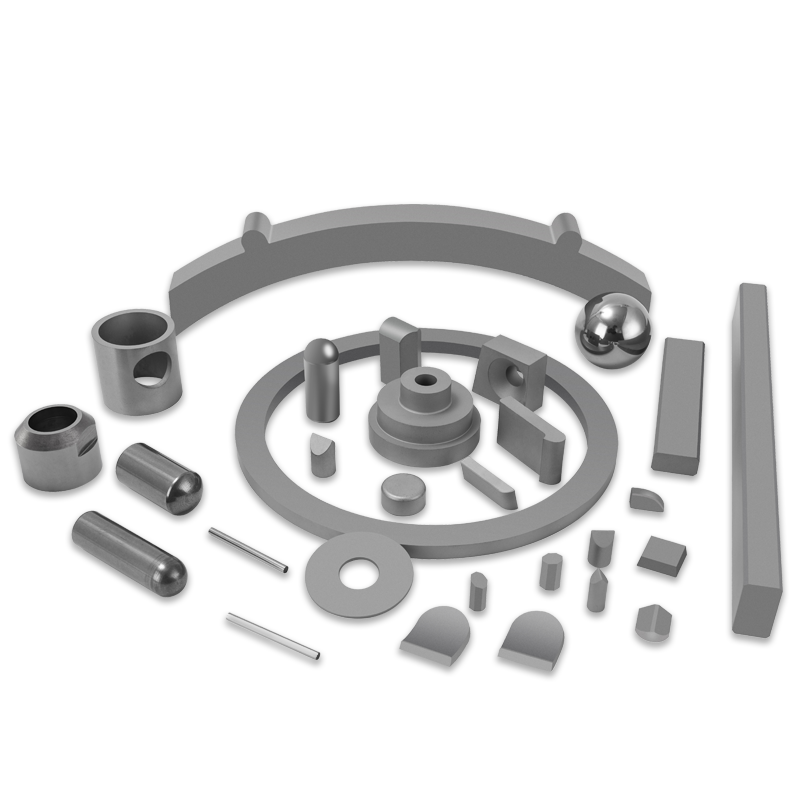
Markedet for veifreseverktøy tilbyr flere forskjellige verktøytyper optimert for forskjellige dekkematerialer, fresedybder, maskinstørrelser og ytelsesprioriteter. Å velge riktig verktøytype for den spesifikke applikasjonen er en av de mest virkningsfulle beslutningene når det gjelder styring av freseverktøykostnader og produktivitet.
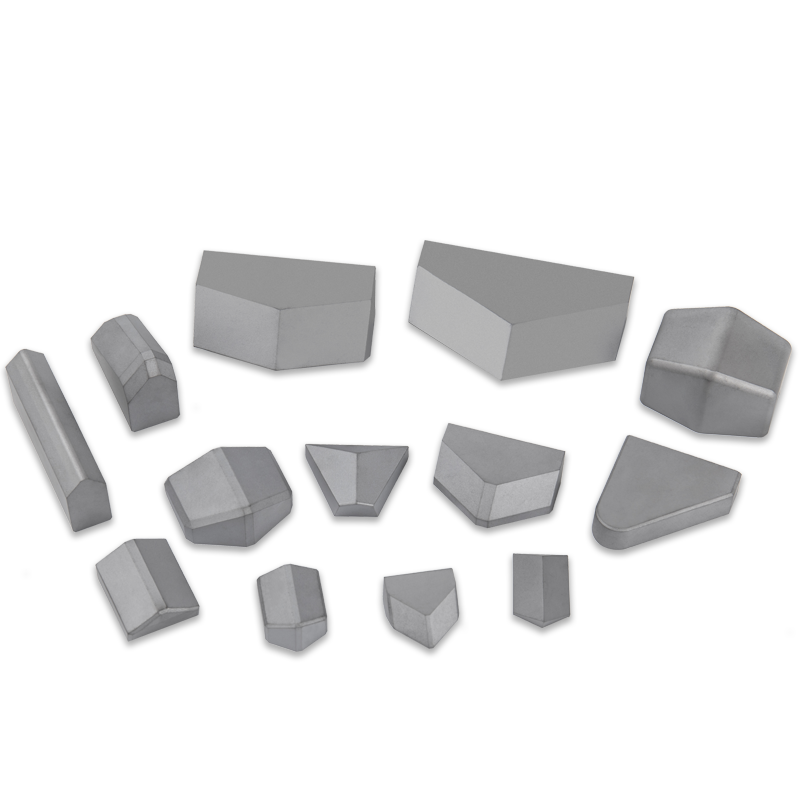
| Verktøytype | Karbidspissgeometri | Beste applikasjon | Nøkkelfordel |
| Standard konisk hakke | Spiss kjegle, middels spissradius | Generell asfaltfresing, fjerning av overflatelag | Allsidig, kostnadseffektiv, allment tilgjengelig |
| Ballistisk spissvalg | Avrundet ballistisk profil, større spissradius | Hard tilslagsasfalt, slitende dekkematerialer | Overlegen slitestyrke under svært slitende forhold |
| Flat-face eller meiselhakke | Flatt eller lett buet ansikt | Finfresing, overflateprofilering, buldrebåndskjæring | Gir jevnere overflatetekstur, presis dybdekontroll |
| Betongfreseplukk | Ekstra tykk spiss, forsterket kropp | Fjerning av fortau fra Portland sementbetong | Høy slagfasthet for betongens sprø bruddoppførsel |
| Økonomi / standardkarakter | Standard geometri, lavere karbidkvalitet | Asfalt med lite slitasje, kort prosjekttid | Lavere forhåndskostnad der verktøyets levetid ikke er hoveddriveren |
| Premium / utvidet levetid | Optimalisert geometri, høykvalitets karbid, forsterket kropp | Høyproduksjonsfresing, slipende eller variabelt dekke | Maksimal verktøylevetid, laveste kostnad per kvadratmeter over hele prosjekt |
Faktorer som bestemmer hvor lenge karbidfresebiter varer i feltet
Verktøylevetid er den metrikken som mest direkte bestemmer driftsøkonomien til et vegfreseprosjekt. Antall kvadratmeter fortau som kan freses per sett med verktøy varierer enormt – fra noen få tusen kvadratmeter under de mest krevende forholdene til titusenvis av kvadratmeter under gunstige forhold – og forståelsen av variablene som driver denne variasjonen hjelper operatører og prosjektledere til å ta bedre beslutninger om verktøyvalg, maskininnstillinger og driftspraksis.

Dekkemateriale hardhet og tilslagstype
Den mest innflytelsesrike faktoren i karbidfreseverktøyets levetid er hardheten og slipeevnen til dekkematerialet som kuttes. Asfaltdekker som inneholder harde magmatiske tilslag som kvartsitt, granitt eller basalt er betydelig mer slipende enn de som bruker mykere kalkstein- eller sandsteintilslag, og verktøyslitasjehastigheten kan være to til fire ganger høyere under de samme freseforholdene. Armert betong er det mest krevende materialet - kombinasjonen av hardt tilslag, sementpasta og stålarmering skaper ekstrem slitasje og slagbelastning som begrenser verktøyets levetid til en liten brøkdel av det som er oppnåelig i asfalt. Å forstå den samlede geologien til fortauet som freses før jobben starter er et viktig innspill til realistisk prognose for verktøyforbruk.
Fresedybde og maskindriftsparametere
Dypere fresesnitt øker belastningen per verktøy, varmen som genereres ved skjæregrensesnittet, og volumet av materiale hvert verktøy må behandle per tidsenhet, som alle fremskynder slitasjen. Betjening av fresemaskinen med høyere hastigheter fremover enn passende for fresedybden og dekkehardheten øker sponbelastningen på hvert verktøy og kan forårsake brudd i karbidspissen i stedet for gradvis slitasje – en mye mer ødeleggende sviktmodus. Trommelrotasjonshastigheten har også betydning: å kjøre trommelen raskere enn nødvendig for materialet øker støtfrekvensen uten å forbedre produktiviteten og øker spisstemperaturen, noe som reduserer karbidhardheten og akselererer slitasjen. Å optimalisere kombinasjonen av foroverhastighet, fresedybde og trommelrotasjonshastighet for det spesifikke dekkematerialet er en av de mest effektive spakene for å forlenge verktøyets levetid uten å gå på bekostning av produksjonshastigheten.
Ytelse for vannspraysystem
Veifresemaskiner er utstyrt med et vannsprøytesystem som leder vann inn på trommelen og verktøy under drift. Dette systemet har to kritiske funksjoner: kjøling av karbidspissene for å forhindre varmerelatert hardhetstap og termisk sprekkdannelse, og undertrykke støvskyen som genereres av freseprosessen. Et riktig fungerende vannsprøytesystem med tilstrekkelig strømningshastighet og korrekt dyseposisjonering rettet mot hver verktøyrad kan forlenge levetiden til karbidverktøyet med 20–40 % sammenlignet med drift uten vann eller med et dårlig vedlikeholdt sprøytesystem. Blokkerte eller feiljusterte sprøytedyser er en vanlig og lett oversett årsak til for tidlig verktøyslitasje, og kontroll av sprøytesystemet ved starten av hvert skift bør være en standard del av maskinoppsettet.
Verktøyrotasjon og slitasjeovervåking
Wolframkarbidfresehakker er designet for å rotere fritt inne i holderne under drift, og fordeler slitasje jevnt rundt omkretsen av karbidspissen. Et verktøy som ikke kan rotere - fordi holderhullet er slitt, forurenset med rusk eller verktøyskaftet er korrodert - slites asymmetrisk, og utvikler en flat flekk på den ene siden av tuppen som dramatisk reduserer skjæreeffektiviteten og levetiden. Regelmessig inspeksjon av verktøyrotasjon under drift, smøring av verktøyskaft under utskifting og utskifting av slitte holdere før de forårsaker verktøyrotasjonsbegrensninger er viktige fremgangsmåter for å maksimere avkastningen på investeringen i førsteklasses verktøykvaliteter av hardmetall.
Hvordan inspisere, erstatte og administrere wolframkarbidfreseverktøy på jobben
Effektiv verktøystyring i feltet krever en systematisk tilnærming til inspeksjon, utskiftingsplanlegging og journalføring som går utover å bare bytte ut verktøy når de synlig feiler. Et proaktivt verktøystyringsprogram reduserer uplanlagt nedetid, forbedrer overflatekvalitetskonsistensen og reduserer de totale verktøykostnadene per prosjekt ved å fange opp slitasjemønstre tidlig og adressere de grunnleggende årsakene før de eskalerer.
- Etabler et regelmessig inspeksjonsintervall: Inspiser den fulle trommelen med et definert intervall – vanligvis hver 2.–4. time med fresedrift, avhengig av forholdene – i stedet for å vente på at synlige problemer skal dukke opp. Tidlig verktøyslitasje er mye enklere og billigere å håndtere enn katastrofal verktøysvikt som skader holdere og trommelkomponenter. Bruk en lommelykt og speil for å inspisere undersiden av trommelen mens den står stille med maskinen trygt slått av og låst ute.
- Erstatt verktøy i grupper i stedet for individuelt: Når flere verktøy på rad eller seksjon viser betydelig slitasje, bytt ut hele gruppen i stedet for bare de mest slitte individuelle verktøyene. Verktøysett med blandet slitasje skaper ujevn lastfordeling over trommelen, overbelaster de nyere verktøyene ved siden av sterkt slitte og øker slitasjen deres i sin tur. Utskifting av verktøy i systematiske grupper opprettholder en konsistent sliteprofil over trommelen.
- Inspiser holderne hver gang et verktøy skiftes: Mål holderens diameter med en måler eller se etter synlig oval slitasje, sprekker eller varmemisfarging når et verktøy fjernes. En holderboring som har slitt overdimensjonert - vanligvis mer enn 0,5 mm over nominell boringsdiameter - vil ikke holde det nye verktøyskaftet på riktig måte, og forhindrer verktøyrotasjon og forårsaker for tidlig slitasje på erstatningsverktøyet. Skift ut slitte holdere umiddelbart i stedet for å gjenbruke dem.
- Registrer verktøyforbruk etter trommelposisjon: Å spore hvilke posisjoner på trommelen som bruker verktøy raskest, avslører systematiske slitasjemønstre som indikerer spesifikke driftsproblemer – utilstrekkelig vannspraydekning på enkelte rader, feiljustering av holderen i en trommelseksjon, eller fortauforhold som er spesielt aggressive i bestemte områder av kuttet. Disse dataene er uvurderlige for å diagnostisere og korrigere slitasjeproblemer i stedet for å bare erstatte verktøy reaktivt.
- Bruk riktig verktøy for utvinning og installasjon: Bruk av improviserte eller feilaktige drivstanser og installasjonsverktøy for å fjerne og sette fresehakker skader verktøyskafter, holderboringer og festefjærklemmer, og forårsaker tilpasningsproblemer som påvirker både verktøyfastholdelsessikkerhet og rotasjonsytelse. Bruk alltid produsentspesifisert avtrekks- og installasjonsverktøy, og tren alt feltpersonell på riktig prosedyre før de lar dem utføre trommelvedlikehold.
- Oppbevar reserveverktøy og holdere riktig: Wolframkarbid er sprøtt og kan flise eller sprekke hvis verktøy kastes løst inn i en metallbeholder hvor de kolliderer under transport. Oppbevar reserveverktøy i delte brett eller holdere i rørstil som hindrer kontakt mellom individuelle karbidspisser. Hold lagringen tørr for å forhindre skaftkorrosjon som svekker rotasjon og gjør fremtidig uttrekking av verktøy vanskelig.
OEM vs. ettermarkeds hårdmetallfreseverktøy: Hvordan vurdere den reelle kostnadsforskjellen
En av de hyppigste kjøpsbeslutningene som veifresere står overfor er om de skal bruke originalutstyrsprodusenten (OEM) wolframkarbidfreseverktøy eller ettermarkedsalternativer fra tredjepartsleverandører. Prisforskjellen mellom OEM- og ettermarkedsfræsere i hardmetall kan være betydelig – ettermarkedsverktøy er ofte 30–60 % billigere per enhet enn OEM-ekvivalenter – men den relevante sammenligningen er ikke enhetspris, men kostnaden per kvadratmeter frest fortau, som avhenger av verktøylevetid, feilrate og eventuelle nedstrømskostnader fra holderskade eller problemer med overflatekvalitet.
Premium OEM hardmetallfreseverktøy fra produsenter som Wirtgen, Kennametal, Element Six og Betek er designet og testet spesifikt for trommelkonfigurasjonene og driftsforholdene til maskinene de leveres med. De bruker nøyaktig spesifiserte karbidkvaliteter, optimaliserte spissgeometrier og kontrollert varmebehandling av verktøykroppen som er validert for å levere definerte verktøylevetidsmål under spesifiserte forhold. Karbidkvaliteten og spissgeometristoleransene i førsteklasses OEM-verktøy holdes til strammere spesifikasjoner enn mange rimeligere ettermarkedsalternativer, og denne konsistensen gjenspeiles i mer forutsigbar verktøylevetid og lavere feilprosent under bruk.
Anerkjente leverandører av hardmetallfreseverktøy som investerer i metallurgisk kvalitetskontroll, bruker tilsvarende karbidkvaliteter og produserer til dimensjonstoleranser som er kompatible med målholdersystemene, kan tilby ekte verdi. Risikoen ligger i ettermarkedsverktøy av lavere kvalitet som bruker dårligere karbidkvaliteter med grovere kornstruktur og inkonsekvent koboltinnhold, dårlig kontrollert lodding av spissen til kroppen som fører til for tidlig tap av spissen, eller dimensjonstoleranser som resulterer i dårlig passform i holderen og begrenset verktøyrotasjon. Evaluering av ettermarkedsverktøy krever å kjøre kontrollerte feltforsøk som sammenligner den totale kostnaden per kvadratmeter – som tar hensyn til forbruksraten for verktøy, holderslitasje og eventuelle kvalitetsproblemer – i stedet for bare å sammenligne innkjøpsprisen per verktøy. Et verktøy som koster 40 % mindre, men som slites dobbelt så raskt, gir ingen kostnadsbesparelser og kan gi ekstra kostnader gjennom økt holderslitasje og trommelstopp.
Matchende spesifikasjoner for hardmetallverktøy til vanlige veifreseapplikasjoner
Ulike veifreseapplikasjoner stiller fundamentalt forskjellige krav til wolframkarbidfreseverktøy, og bruk av et generellt verktøy på tvers av alle applikasjoner er sjelden den mest kostnadseffektive tilnærmingen. Å justere verktøyspesifikasjonen til applikasjonstypen er en enkel måte å forbedre verktøyøkonomien på uten å endre innkjøpsvolum eller forhandle bedre priser.
- Fjerning av overflatelag (0–40 mm dybde) på urbane veier: Dette er den høyeste volumapplikasjonen for veifreseentreprenører og involverer relativt grunn skjæring av standard asfalt ved moderate maskinhastigheter. Standard koniske karbidplukker i middels hardmetall er det riktige valget. Prioriteten er konsistent verktøylevetid og overflatekvalitet i stedet for ekstrem slitestyrke, og standardkvaliteter gir vanligvis det beste resultatet per kvadratmeter under disse forutsigbare forholdene.
- Dypfresing og gjenvinning i full dybde (40–300 mm): Dypfreseoperasjoner utsetter verktøy for vesentlig høyere belastninger og temperaturer enn overflatefresing, og de større freste materialbitene som genereres i dybden skaper større slagbelastning på individuelle verktøy. Førsteklasses karbidhakker med forsterkede kropper og høyere koboltinnhold for forbedret slagfasthet er det bedre valget her, selv om enhetskostnaden er høyere, fordi den forbedrede seigheten under kraftig slagbelastning forhindrer spissbruddene som gjør standardverktøy uøkonomiske i dypfreseapplikasjoner.
- Fresing av motorveier og flyplasser med hardt tilslag: Høytrafikerte motorveier bruker ofte kvartsitt- eller granitttilslag som skaper ekstrem slitasje på verktøyspisser av karbid. Ballistiske tuppkarbidhakker med finkornede, lavkoboltkarbidkvaliteter spesielt formulert for maksimal slitestyrke under høye slitasjeforhold vil konsekvent overgå standardplukkene i disse applikasjonene, og levere betydelig flere kvadratmeter per verktøy til tross for høyere enhetskostnader.
- Fresing og marking av betongdekker: Fresing av Portland sementbetong er den mest krevende applikasjonen for veifreseverktøy i karbid. Den ekstreme hardheten til betongtilslag, kombinert med den sprø bruddatferden til betong som skaper store uregelmessige materialbiter og høye støtbelastninger på verktøy, krever dedikerte betongfresehakker med ekstra tykke karbidspisser, armerte stålkropper og karbidkvaliteter optimalisert for seighet over ren hardhet. Å bruke asfaltfresehakker i betong er en falsk økonomi – feilprosenten og verktøyforbruket vil langt overstige kostnadsforskjellen mellom generell og betongspesifikk verktøy.
Våre produkter //
Relaterte produkter


Hvis du er interessert i våre produkter, vennligst kontakt oss
