
NO
Wolframkarbidinnsatser for tunnelboremaskiner: hva de er og hvorfor de betyr noe
Bransjenyheter-Rollen til tungstenkarbidinnsatser i tunnelboring
Wolframkarbidinnsatser for tunnelboremaskiner er de primære skjæreelementene som er ansvarlige for frakturering, skraping og disaggregering av stein- og jordformasjoner ved tunnelflaten. Hver meter med tunnelfremdrift under harde eller blandede bakkeforhold avhenger av disse skjærenes evne til å opprettholde skjæregeometrien, motstå slitasje og absorbere de enorme støt- og trykkkreftene som genereres når et roterende skjærehode griper inn i fjellet i dybden. Uten riktig spesifiserte og vedlikeholdte karbidskjær faller gjennomtrengningshastigheten kraftig, kutterforbruket øker, og økonomien i hele tunnelprosjektet forverres raskt.
Innsatsene i seg selv er kompakte komponenter - vanligvis fra noen få millimeter til flere centimeter i sine kritiske dimensjoner - men de er konstruert til et eksepsjonelt høyt presisjonsnivå. Wolframkarbidkvaliteten, bindemiddelinnholdet, kornstørrelsen, skjærgeometrien og monteringssystemet for lodde- eller presspasning er alle variabler som skjærprodusenten optimaliserer for den spesifikke skjæreapplikasjonen. En spesifikasjon av karbidskjær som fungerer godt i kalkstein vil slites for tidlig eller sprekke i granitt eller kvartsitt, og omvendt. Å forstå hvorfor dette er tilfelle – og hvordan man gjør det riktige spesifikasjonsvalget – er den praktiske kunnskapen som skiller effektive innkjøp av TBM-verktøy fra dyre prøving-og-feiling i feltet.
Hva Tungsten Carbide er og hvorfor det brukes i TBM-skjæreverktøy
Wolframkarbid (WC) er en kjemisk forbindelse av wolfram og karbon som, i sin rene sintrede form, er et av de hardeste ingeniørmaterialene som er tilgjengelige – nest etter diamant og kubisk bornitrid blant kommersielt praktiske skjæreverktøymaterialer. I de sementerte karbidproduktene som brukes til TBM-skjær, er wolframkarbidkorn bundet sammen med et metallisk bindemiddel - nesten universelt kobolt (Co), selv om nikkel- og nikkel-krombindemidler brukes i spesifikke korrosjonsbestandige kvaliteter - gjennom en pulvermetallurgisk prosess som involverer pressing og væskefasesintring ved temperaturer over 300 °C.
Resultatet er et komposittmateriale hvor harde WC-korn gir ekstrem hardhet og slitestyrke mens koboltbindemiddelmatrisen gir seighet og motstand mot brudd under støt. Den kritiske innsikten er at hardhet og seighet eksisterer i strekk i sementert karbid - å øke den ene går vanligvis på bekostning av den andre. Karakterer med lavt koboltinnhold og finkornstørrelse er hardere og mer slitesterke, men mer sprø; kvaliteter med høyere koboltinnhold og grovere kornstørrelse er tøffere og mer slagfaste, men slites raskere under slitende forhold. Å velge riktig kvalitet for et TBM-karbidskjær betyr å finne den optimale posisjonen på denne avveiningen mellom hardhet og seighet for den spesifikke bergarten, formasjonens slipeevne og skjæremekanismen som er involvert.
For TBM-applikasjoner spesifikt, utkonkurrerer sementert karbid alle praktiske alternativer. Stålspisser mangler hardheten til å motstå slitasje på fjell ved akseptable penetrasjonshastigheter. Keramikk tilbyr konkurransedyktig hardhet, men utilstrekkelig bruddseighet til å overleve støtbelastningen ved tunnelen. Diamanttuppet verktøy brukes i spesifikke applikasjoner med høy verdi, men er upraktiske for volumet av kutteelementer som kreves over et fullt TBM-skjærehode. Sementert karbids kombinasjon av hardhet, seighet, termisk stabilitet og produksjonsevne i industriell skala gjør det til standardløsningen for hardstein og blandet TBM-skjær i den globale tunnelindustrien.
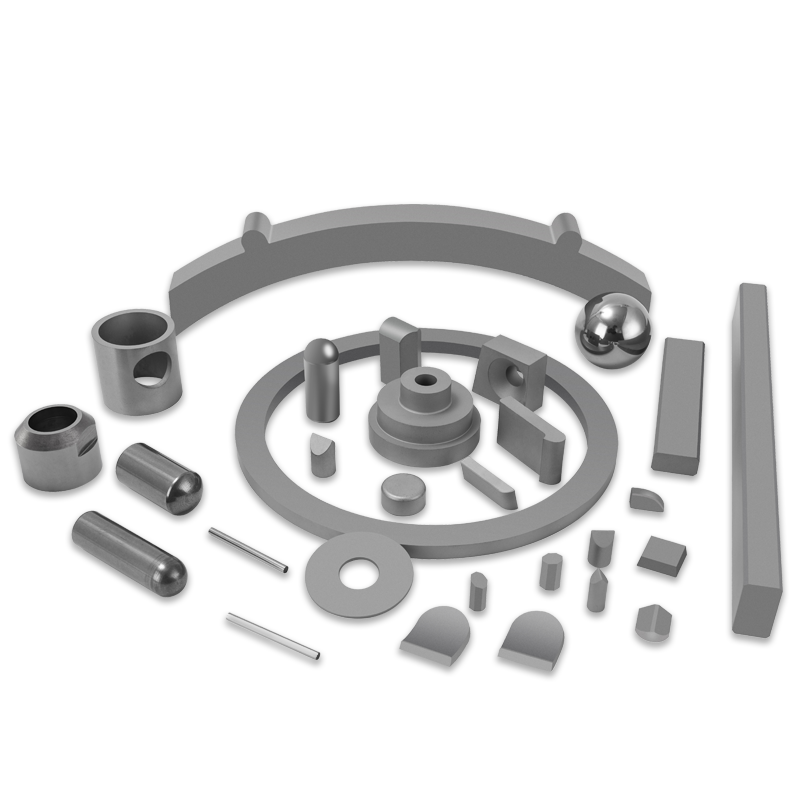
Typer TBM-karbidinnsatser og deres funksjoner
Ikke alle hardmetallskjær på et TBM-skjærehode utfører samme funksjon. Kutterhodet er en kompleks sammenstilling av forskjellige verktøytyper, hver posisjonert for å utføre en spesifikk oppgave i steinbryting og materialfjerningsprosessen. Å forstå forskjellene mellom disse skjærtypene er grunnleggende for å spesifisere riktig karbidkvalitet og geometri for hver posisjon.
Diskkutterinnsatser
Skivekuttere er de primære skjæreverktøyene på TBM-er for hardt berg. En skivekutter består av en stålring - skiven - montert på en navmontering som lar den rotere fritt når kutterhodet dreier. Skivekanten kommer i kontakt med bergflaten og genererer strekkbrudd gjennom en rullende innrykkmekanisme i stedet for direkte skjæring. Wolframkarbidinnsatser i skivekutterapplikasjoner er vanligvis innebygd i skiveringens kant eller brukt som kontaktkantmateriale i komposittskivedesign. Disse innsatsene må motstå høye trykkspenninger ved kontaktpunktet for bergarten, utmattingsbelastning fra gjentatte slagsykluser og slitasje fra harde mineraler - spesielt kvarts - i bergmatrisen. Karakterer med middels koboltinnhold (8–12 % Co) og fin-til-middels kornstørrelse er vanligvis spesifisert for skiveskjærer i harde bergarter.
Knapp og studsinnsatser for draverktøy
I myk til middels hard bakke og blandede overflater bruker TBM-er slepeverktøy - hakker, skrapere og målekuttere - utstyrt med tungstenkarbidknapp- eller stiftinnsatser som engasjerer formasjonen i en skraping eller skjæring. Knappinnsatser er halvkuleformede eller ballistiske karbidformer som er presset inn i stålverktøykroppen; stiftinnsatser er sylindriske skafter med herdet spiss, også pressemontert eller loddet inn i forberedte seter. Disse skjærene opplever lavere trykkbelastninger enn skiveskjærer, men utsettes for høyere sideskjærkrefter og mer variabel påvirkning fra blandede berg-jord-kontakter. Karakterer med høyere koboltinnhold (12–16 % Co) og grovere kornstørrelse gir den seigheten som trengs for å motstå brudd under disse belastningsforholdene, på bekostning av noe slitestyrke i forhold til hardere lavkoboltkvaliteter.
Måle- og målekutterinnsatser
Målekuttere er plassert ved den ytre omkretsen av TBM-skjærehodet og kutter tunnelprofilen til ønsket diameter. De opplever en kombinasjon av de høyeste skjærehastighetene - fordi de kjører den største periferiske avstanden per rotasjon - og betydelig støtbelastning fra profiluregelmessigheter og blandede grunnforhold ved tunnelgrensen. Målekutterskjær er utsatt for noen av de mest alvorlige slitasjeforholdene på skjærehodet, og det er derfor de ofte spesifiseres i tøffere kvaliteter eller med større skjærdimensjoner som gir mer karbidvolum for å motstå slitasje før skjæret trenger utskifting.
Skuffehjul og eikespissinnsatser
På EPB (Earth Pressure Balance) og slurry-TBMer som opererer i mykt underlag eller blandede overflateforhold, er skjærehodeeikene og bøttehjulsåpningene utstyrt med sliteelementer med karbidspiss som beskytter stålkonstruksjonen mot slitasje når løst materiale øses inn i maskinen. Disse slitasjebeskyttende innsatsene er generelt spesifisert i høyseighetsgrader som motstår støt fra steinfragmenter og harde inneslutninger i møkkstrømmen, og prioriterer strukturell integritet fremfor skjærekantskarphet.
Karbidkvalitetsvalg etter bergart og slipeevne
De geologiske forholdene ved tunnelflaten er den primære driveren for valg av karbidskjærkvalitet. Bergabrasivitet – kvantifisert gjennom standardiserte tester som Cerchar Abrasivity Index (CAI) og LCPC abrasimeter-testen – forutsier direkte hastigheten med hvilken karbidinnsatser vil slites og sannsynligheten for katastrofale brudd under slagbelastning. Tilpassing av skjærkvalitet til bergslipeevne er den viktigste enkeltavgjørelsen i spesifikasjonen for TBM-karbidskjær.
| Steintype | Typisk CAI-område | Anbefalt Co-innhold | Kornstørrelse | Primær slitasjemekanisme |
| Kalkstein / Marmor | 0,1–0,5 | 10–14 % | Middels | Lav slitasje; påvirkning fra bruddplan |
| Sandstein | 0,5–2,5 | 8–12 % | Fin til middels | Moderat slitasje fra kvartskorn |
| Granitt | 2,0–4,5 | 6–10 % | Fint | Høy slitasje; tretthetssprekker |
| Kvartsitt | 3,5–6,0 | 6–9 % | Ultrafin til fin | Alvorlig slitasje; mikro-chipping |
| Basalt / Doleritt | 1,5–3,5 | 8–12 % | Fin til middels | Slitasje og støt fra harde inneslutninger |
| Blandet ansikt / Glacial till | Variabel | 12–16 % | Middels to coarse | Slagbrudd fra brostein; variabel slitasje |
CAI-terskelen på omtrent 2,0 er et praktisk beslutningspunkt ved valg av karbidkvalitet. Under denne verdien gir høyere koboltinnhold og middels kornstørrelse en god balanse mellom seighet og slitestyrke. Over CAI 2.0 blir slitasjehastigheten for høyere koboltkvaliteter uøkonomisk, og spesifikasjonen bør skifte mot lavere koboltinnhold, finere kornkvaliteter som opprettholder hardhet på bekostning av en viss seighet. I formasjoner over CAI 4.0 – ekstrem kvartsitt og noen abrasive konglomerater – slites selv førsteklasses finkornede lavkoboltkvaliteter raskt, og utskiftingsfrekvensen blir en prosjektplanleggingsfaktor snarere enn en unngåelig kostnad.
Skjærgeometri og dens effekt på kutteytelse
Geometrien til en TBM-skjær av wolframkarbid – dens profilform, spissvinkel og dimensjonale proporsjoner – bestemmer hvordan den griper inn i bergflaten, hvordan den fordeler spenningen i karbidlegemet, og hvordan ytelsen utvikler seg ettersom innsatsen slites. Geometrioptimalisering er like viktig som graderingsvalg for å maksimere skjærets levetid og kutteeffektivitet.
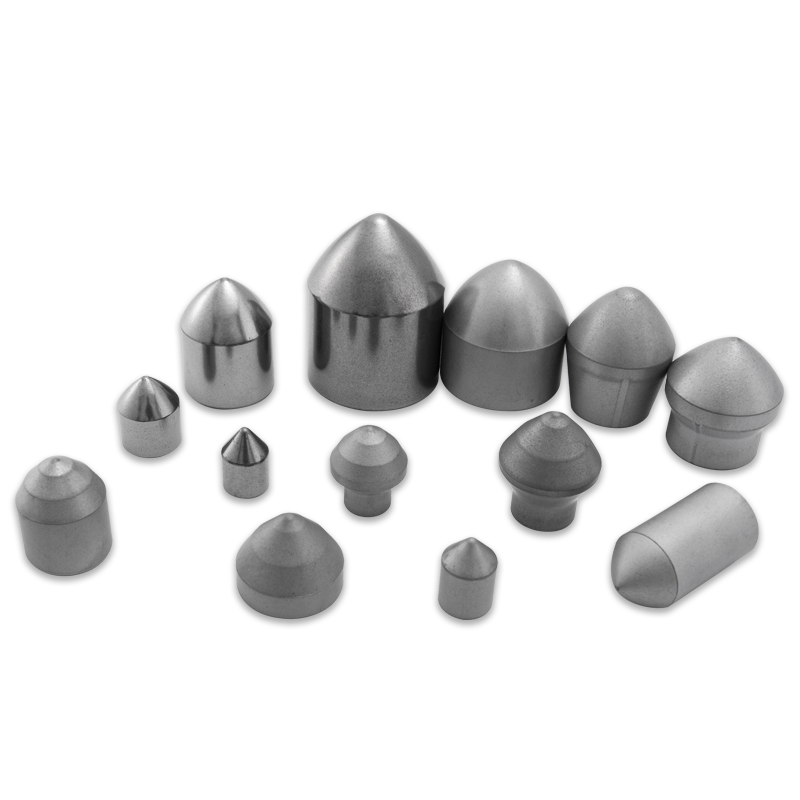
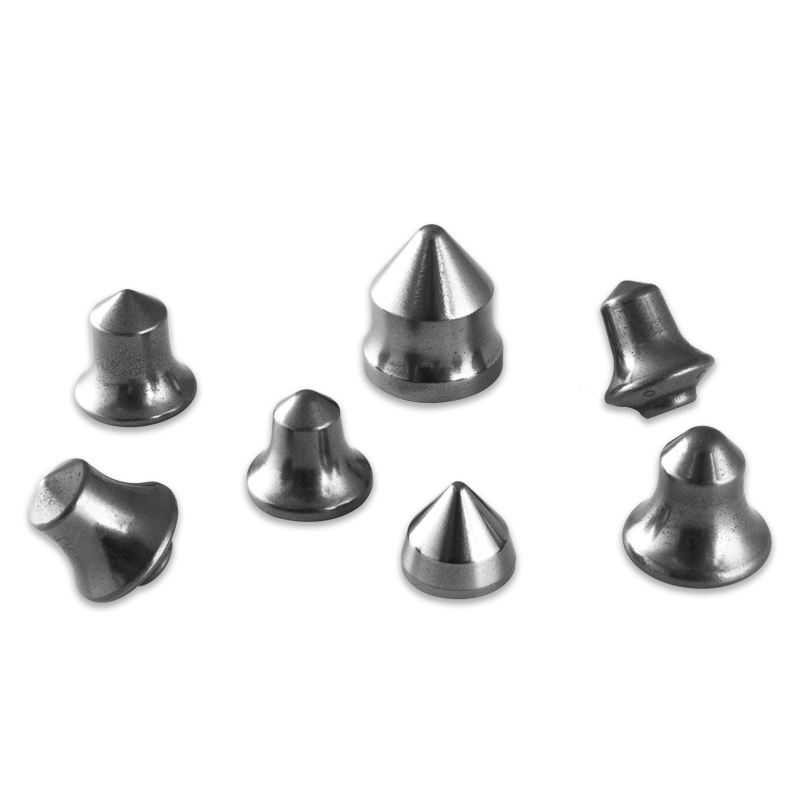
Halvkuleformede knappinnsatser
Den halvkuleformede profilen er den vanligste geometrien for trekkverktøyknappinnsatser i mykt til middels hardt underlag. Den avrundede spissen fordeler kontaktspenning jevnt over et stort overflateareal, og reduserer toppspenningskonsentrasjoner som vil forårsake brudd i en skarpere profil. Ettersom halvkulen slites, utvikler dens geometri seg gradvis - en delvis slitt halvkule er fortsatt en funksjonell skjæreprofil, noe som betyr at innsatsen fortsetter å yte gjennom en betydelig del av volumet før utskifting er nødvendig. Hovedbegrensningen for det halvkuleformede profilen i hardt fjell er at det krever høyere inntrengningskrefter for å oppnå samme inntrykksdybde sammenlignet med skarpere profiler, noe som reduserer skjæreeffektiviteten i formasjoner hvor inntrengningskraften er den begrensende faktoren.
Ballistiske og koniske profiler
Ballistiske innsatser har en ogiv spissprofil - avrundet på punktet, men går over til en mer sylindrisk kropp i en brattere vinkel enn en halvkule. Denne geometrien konsentrerer kontaktspenningen mer effektivt enn en halvkule, og forbedrer penetrasjonen i hardere berg med samme påførte kraft, men den er mer utsatt for brudd hvis den påvirkes sideveis eller brukes i formasjoner med harde inneslutninger. Koniske innsatser med en definert spissvinkel utvider fordelen med penetrasjonseffektivitet ytterligere, men er de mest bruddutsatte av standardprofilene. Koniske og ballistiske TBM-karbidinnsatser er typisk spesifisert for formasjoner der kutteeffektivitet er prioritet og slagbelastningen er forutsigbar og håndterbar.
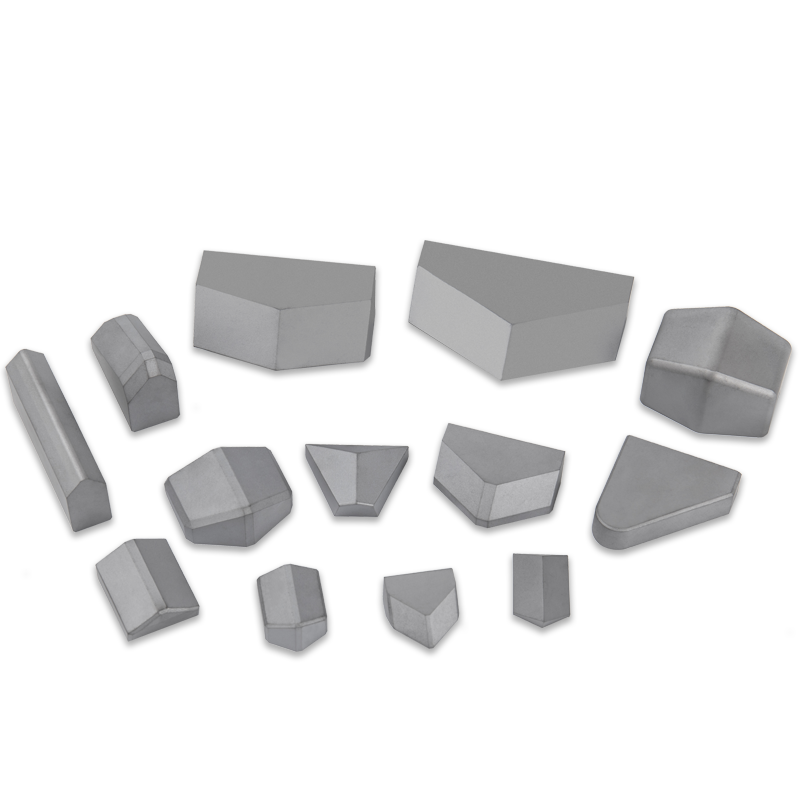
Meisel- og kileprofiler
Meiselprofilinnsatser har en lineær skjærekant i stedet for en punktkontakt med bergflaten. Denne geometrien er effektiv for skjæring og skraping av myke til middels formasjoner, og brukes ofte i posisjoner for målkutter og profilkutter der en definert kuttgeometri er nødvendig. Meiseleggen slites raskt til flatt under slitende forhold, og overfører skjæremekanismen fra skjæring til pløying - en betydelig ytelsesendring som øker den nødvendige skjærekraften og genererer mer varme ved skjærflaten. Overvåking av meiselinnsatsslitasje og utskifting ved eller før flat slitasjeterskel er derfor mer tidskritisk enn med knappeinnsatsgeometrier.

Slitasjemekanismer og hvordan du gjenkjenner dem
Identifisering av den spesifikke slitasjemekanismen som påvirker TBM-karbidskjær i felten er utgangspunktet for å diagnostisere om gjeldende skjærspesifikasjon er passende for grunnforholdene og om inngrep - graderingsendring, geometriendring, driftsparameterjustering - sannsynligvis vil forbedre ytelsen. De viktigste slitemåtene er forskjellige i utseende og har forskjellige grunnårsaker.
- Slipende slitasje (flat slitasje): Progressiv fjerning av karbidmateriale fra skjærets spissoverflate ved hjelp av harde mineralkorn i fjellet, noe som gir en jevn flat eller fasettert slitt overflate. Dette er den forventede slitasjemodusen i slipeformasjoner og indikerer at innsatsen forbruker karbidvolum med en hastighet som bestemmes av bergartens slipeevne og hardheten til karbidkvaliteten. Hvis flatslitasjehastigheten er høyere enn forventet, bør du vurdere å skifte til en lavere kobolt, finere kornkvalitet - men sørg for at seigheten forblir tilstrekkelig for støtforholdene.
- Chipping og mikrobrudd: Småskala brudd på karbidspissen, synlig som uregelmessige kantbrudd eller groper overflatetekstur. Chipping indikerer vanligvis at den nåværende karakteren er for hard og sprø for støtforholdene som er tilstede - karbiden sprekker før bindemidlet kan deformere og absorbere støtenergien. Denne slitemodusen er vanlig når en lavkoboltkvalitet spesifisert for slitende forhold møter uventede harde inneslutninger eller bruddsoner. Løsningen er vanligvis å øke koboltinnholdet eller kornstørrelsen for å forbedre seigheten.
- Grovt brudd: Katastrofal brudd på innsatskroppen, tap av en betydelig del av eller hele innsatsen over monteringsskaftet. Denne feilmodusen indikerer alvorlig overbelastning - typisk fra støt med uventet harde steinblokker, plutselige endringer i formasjonsstyrke eller feil montering av innsatsen som skaper spenningskonsentrasjoner ved innsatsbasen. Grove brudd ødelegger innsatsen umiddelbart og kan skade verktøykroppen, noe som gjør det til en kostbar feilmodus å unngå.
- Termisk sprekkdannelse: Et nettverk av overflatesprekker som stråler ut fra innsatsspissen, noen ganger kalt "varmekontroll". Dette oppstår når friksjonsvarme ved skjæreflaten forårsaker rask termisk syklus som overstiger karbidens termiske utmattelsesmotstand. Termisk sprekkdannelse er mer vanlig under tørre skjæreforhold – noe som indikerer utilstrekkelig tilførsel av kjølevann til verktøyflaten – eller når penetrasjonshastigheten er svært høy, genererer vedvarende friksjonsvarme. Forbedring av kjølevannsforsyning og gjennomgang av skjæreparametere er de primære reaksjonene på termisk sprekkdannelse.
- Koboltbindemiddelutlekking: I surt grunnvann eller kjemisk aggressive porevæsker kan koboltbindemidlet i karbidmatrisen løses selektivt, og etterlater et svekket karbidskjelett som er svært utsatt for brudd. Denne feilmodusen kan identifiseres ved en porøs, grå overflatetekstur på innsatsen og bekreftes ved kjemisk analyse av grunnvannet. Nikkel- eller nikkel-krombundet karbidkvalitet gir betydelig bedre korrosjonsbestandighet under sure forhold og bør spesifiseres når bindemiddelutlekking er en kjent eller mistenkt risiko.
Praksis for installasjon, inspeksjon og utskifting
Ytelsen til wolframkarbidinnsatser i bruk er betydelig påvirket av kvaliteten på installasjonen, hyppigheten og strengheten til inspeksjonen under tunneldriving, og kriteriene som brukes for å utløse utskifting. Dårlig praksis på noen av disse områdene reduserer skjærets levetid og øker verktøykostnadene per meter, uavhengig av hvor godt karbidkvaliteten er spesifisert.
Installasjonskrav
Press-fit knappinnsatser må monteres med korrekt skjærpasning mellom innsatsskaftet og det forberedte setet i verktøykroppen. For lite interferens gjør at innsatsen roterer eller løsner under skjærekrefter, noe som akselererer slitasje og fører til slutt til tap av innsats; for mye interferens genererer strekkspenning i karbidskaftet ved installasjon, noe som kan initiere sprekker som forplanter seg til brudd under drift. Produsenter spesifiserer den nødvendige interferenspasningen for hver innsatsdiameter og kroppsmaterialkombinasjon – disse spesifikasjonene bør følges nøyaktig, med setedimensjoner verifisert ved målermåling før installasjon. Loddede innsatser krever riktig valg av loddelegering, flusspåføring og loddeskjøttykkelseskontroll for å oppnå bindingsstyrken som er nødvendig for å motstå skjærekrefter uten å sprekke karbiden ved siden av loddegrensesnittet.
In-service inspeksjonsprotokoller
Inspeksjonsintervaller for TBM-skjærehoder varierer med grunnforhold og prosjektkrav, men forekommer vanligvis hver 300–600 meter fremrykk i middels hardt underlag og oftere i svært abrasive formasjoner. Under hver inspeksjon bør hver innsatsposisjon undersøkes visuelt for slitasjemodusene beskrevet ovenfor, og innsatsens slitasjedybde bør måles ved representative posisjoner ved hjelp av en dybdemåler. Sett inn slitasjekart – registrerer slitasje ved hver posisjon på klippehodet over påfølgende inspeksjonsintervaller – tillater identifikasjon av posisjoner med unormalt høye slitasjehastigheter som kan indikere lokaliserte formasjonsendringer, problemer med levering av kjølevann eller ubalanse i klippehoderotasjon som krever undersøkelse.
Erstatningskriterier
Innsatser bør skiftes ut før de slites til det punktet hvor stålverktøykroppen begynner å komme i kontakt med bergflaten - på det tidspunktet slites verktøykroppen raskt og kostnadene ved å bytte ut verktøykroppen overstiger langt innsparingen ved å maksimere innsatsens driftstid. Typiske erstatningskriterier for knappinnsatser spesifiserer en maksimal flat slitasjediameter på 60–70 % av den opprinnelige innsatsdiameteren, utover denne akselererer slitasjehastigheten ikke-lineært og risikoen for grovt brudd øker betydelig. For skivekuttere overvåkes ringslitasje ved å måle reduksjonen i ringdiameter fra den opprinnelige spesifikasjonen, med utskifting typisk utløst ved en slitasjegrense på 5–10 mm diameterreduksjon avhengig av ringdesign.
Nøkkelfaktorer ved innkjøp av TBM-karbidskjær
Anskaffelse av wolframkarbidskjær til tunnelboremaskiner involverer tekniske, kommersielle og logistiske hensyn som er spesifikke for det underjordiske byggemiljøet. Konsekvensene av å spesifisere feil produkt eller gå tom for lager på midtstasjonen er alvorlige nok til å gjøre innkjøpsbeslutningen betydelig mer konsekvens enn for de fleste kjøp av industrielle forbruksvarer.
- Be om materialsertifiseringer og karakterdatablad. Enhver anerkjent leverandør av karbidskjær bør gi materialtestsertifikater som bekrefter hardhet (HRA eller HV30), tverrbruddstyrke, tetthet og koboltinnhold for hver produksjonsbatch. Kontroller at den medfølgende kvaliteten samsvarer med spesifikasjonen og at batch-til-batch-konsistensen opprettholdes – karaktervariasjon mellom batcher er et kjent kvalitetsproblem hos enkelte produsenter som opererer i vareenden av markedet.
- Bekreft dimensjonstoleranser mot spesifikasjonene for verktøykroppen. Toleranser for innsatsskaftdiameter for presspasningsapplikasjoner er vanligvis spesifisert i området ±0,01–0,02 mm. Be om dimensjonale inspeksjonsrapporter som bekrefter at de medfølgende innsatsene oppfyller det spesifiserte toleransebåndet – innsatser utenfor toleranse kan ikke oppdages visuelt og vil forårsake installasjonsproblemer eller for tidlig feil i driften.
- Opprettholde tilstrekkelig sikkerhetslager for prosjektets varighet. TBM-drev i slipende jord forbruker innsatser raskt – forbrukshastigheter på flere hundre innsatser per uke er ikke uvanlig i svært slipende granitt- eller kvartsittdrev. Etabler en forbruksprognose basert på forventet formasjonsslipeevne, planlagte penetrasjonshastigheter og kutterhodedesign, og størrelse sikkerhetslager for å dekke minst fire til seks uker med forventet forbruk på prosjektstedet. Forstyrrelser i forsyningskjeden under en aktiv TBM-stasjon har en direkte og umiddelbar innvirkning på prosjektplanen.
- Vurder totale eierkostnader i stedet for enhetspris. Et karbidskjær som koster 20 % mer, men som varer 50 % lenger i en gitt formasjon, reduserer verktøykostnaden per meter frem med omtrent 25 %, samtidig som den reduserer arbeidskostnadene ved inspeksjon og utskifting. Evaluering av innsatsleverandører på ytelsesdata for kostnad per meter fra sammenlignbare prosjekter i stedet for enhetspris alene gir konsekvent bedre prosjektresultater og er tilnærmingen som brukes av erfarne TBM-entreprenører globalt.
- Engasjer teknisk støtte fra leverandøren for nye eller utfordrende formasjoner. Når prosjektgeologien inkluderer formasjoner utenfor standard kategoriene for hard bergart eller myk grunn – sterkt oppsprukket bergart, kjemisk aggressivt grunnvann, ekstrem abrasivitet eller blandet overflate med store steinblokker – samarbeid med innsatsleverandørens tekniske team for å utvikle og validere innsatsspesifikasjonen før kjøringen starter. Kostnaden for en teknisk gjennomgang før prosjektet er ubetydelig sammenlignet med kostnadene ved å oppdage en utilstrekkelig spesifikasjon gjennom for tidlig innsatsfeil under en direktekjøring.
Våre produkter //
Relaterte produkter


Hvis du er interessert i våre produkter, vennligst kontakt oss
