
NO
Alt du trenger å vite om boreverktøy i wolframkarbid
Bransjenyheter-Tungsten-karbid bergboreverktøy er ryggraden i moderne boreoperasjoner innen gruvedrift, konstruksjon, steinbrudd og geoteknisk arbeid. Enten du sprenger gjennom granitt i en dagbruddsgruve eller forankrer fundamenter i hard kalkstein, avhenger ytelsen til boret ditt nesten utelukkende av kvaliteten og utformingen av karbidverktøyet ved skjæreflaten. Denne veiledningen bryter ned alt det praktiske du trenger å vite - fra hvordan disse verktøyene fungerer til hvordan du velger den rette og holder den i gang lenger.
Hva gjør wolframkarbid til det rette materialet for bergboring
Wolframkarbid (WC) er et komposittmateriale laget av sintring av wolframkarbidpartikler med et metallisk bindemiddel - oftest kobolt. Resultatet er et eksepsjonelt hardt materiale med en Vickers-hardhet som varierer fra 1400 til 1800 HV, noe som gjør det langt hardere enn stål, samtidig som det opprettholder nok seighet til å absorbere de gjentatte støtbelastningene som fjellboring krever.
Det som skiller wolframkarbid fra andre harde materialer er kombinasjonen av egenskaper. Ren keramikk er hardere, men for sprø for perkussiv boring. Verktøystål er tøffere, men slites altfor raskt mot slitende stein. Karbid oppnår balansen som praktisk boring krever: den motstår slitasje, håndterer trykkbelastning godt, og kan presisjonsslipes til spesifikke geometrier tilpasset forskjellige bergtyper og boremetoder.
Koboltbindemiddelinnholdet er en av de viktigste variablene i karbidformulering. En høyere koboltprosent (12–16%) øker seighet og slagfasthet, noe som gjør den egnet for oppsprukket eller heterogen bergart. Et lavere koboltinnhold (6–8 %) gir en hardere, mer slitebestandig kvalitet egnet for homogene, svært slitende formasjoner som kvartsitt eller sandstein. Å velge feil karakter for formasjonen din er en vanlig årsak til for tidlig verktøysvikt.
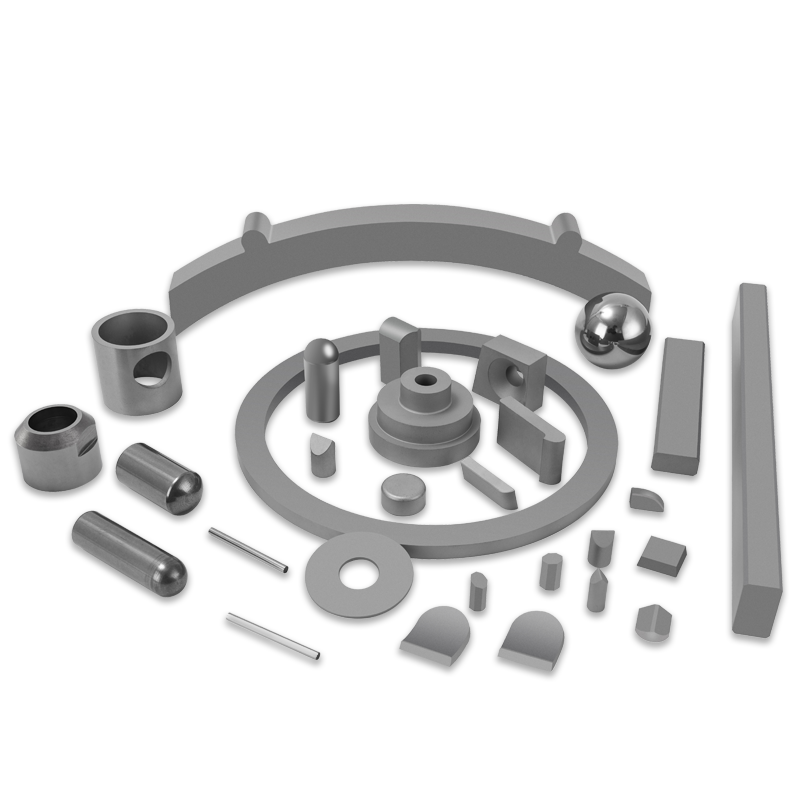
Hovedtyper av hardmetallboreverktøy
Begrepet "tungsten karbid bergboreverktøy" dekker en bred familie av produkter. Å forstå den spesifikke verktøytypen for din applikasjon er det første trinnet mot effektiv boring.
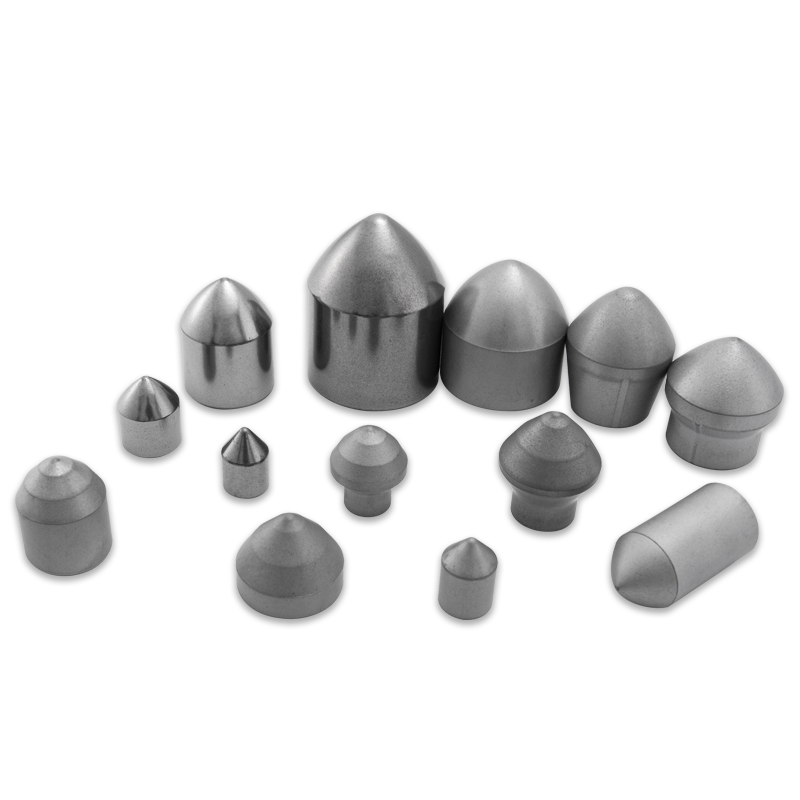
Knappebiter
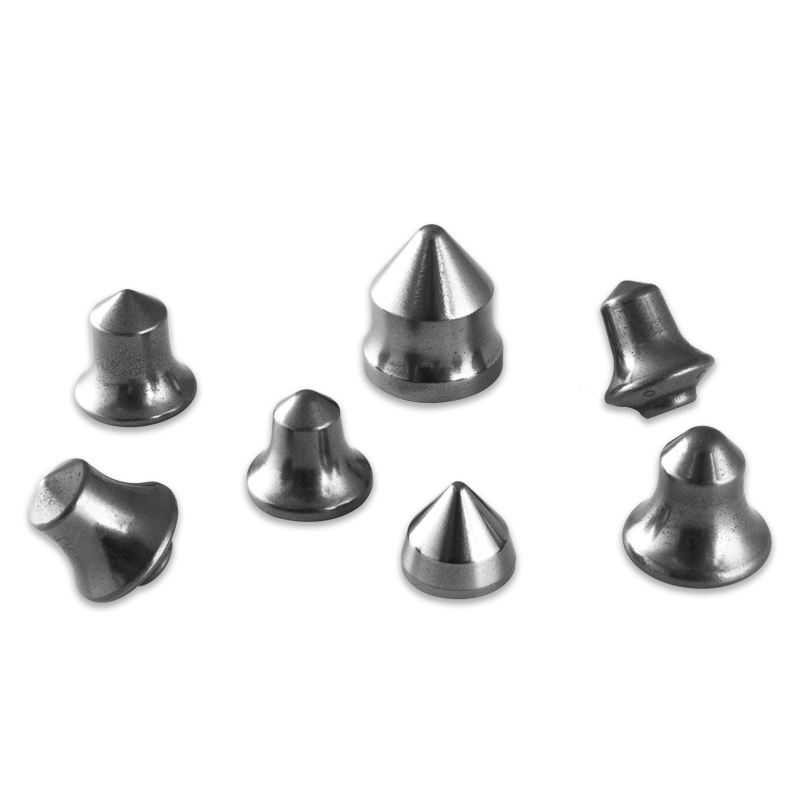
Knappbits er det mest brukte karbidboreverktøyet i overflate- og underjordisk gruvedrift. Sfæriske eller ballistiske karbidinnsatser presses inn i en stålkropp i et mønster designet for å dekke hele boreflaten. Knappbits brukes i roterende perkussive boresystemer og er tilgjengelige i flate, konvekse (kuppel) og konkave konfigurasjoner, hver egnet til forskjellige bergforhold.
- Sfæriske knapper: Best for hard, slitende stein; maksimal slitestyrke.
- Ballistiske (parabolske) knapper: Bedre penetrasjonshastighet i middels hard rock; anbefales der ROP er en prioritet.
- Ovoide knapper: Et kompromiss mellom ballistiske og sfæriske, vanlig i formasjoner med blandet hardhet.
Cross Bits og X-Bits
Kryssbits har fire karbidvinger arrangert i et kryss- eller X-mønster loddet inn i en stålkropp. De brukes ofte i lett slagboring som jackleg-boring og drifter-boring i mykere til middels hard bergart. Tverrbits er enklere å produsere og slipe på nytt, noe som gjør dem økonomiske for applikasjoner der formasjonsforholdene er relativt konsistente. Imidlertid slites de raskere enn knappbits i svært slitende formasjoner.
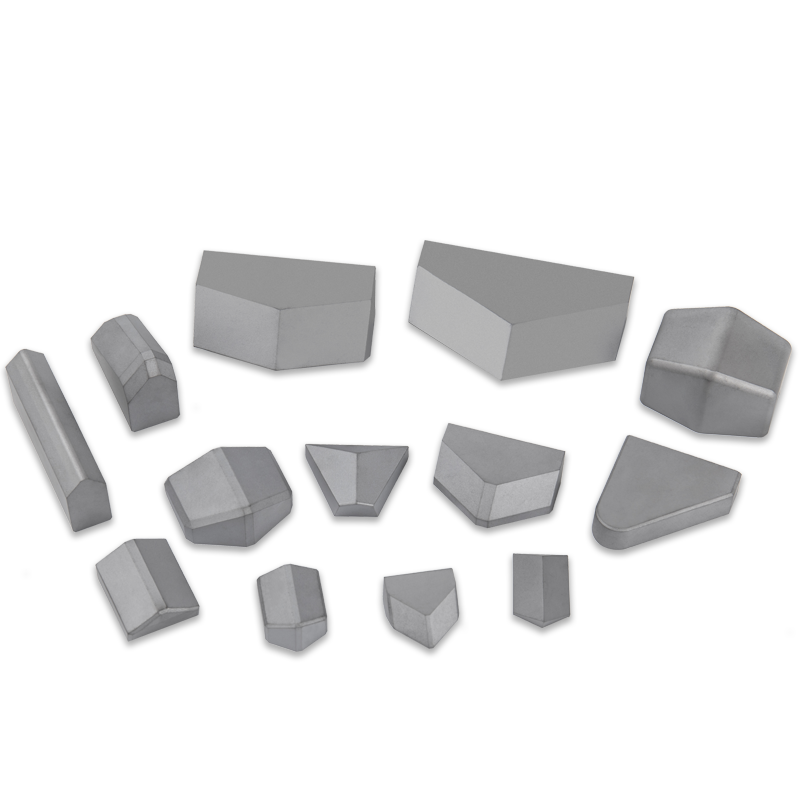
Meiselbiter
Meiselbits bruker en enkelt karbidinnsats eller loddet karbidstrimmel i en lineær kuttekonfigurasjon. De brukes først og fremst til håndholdte slagbor med mindre diameter, konstruksjonsankerboring og sekundær brudd. Deres enkle geometri gjør dem rimelige og enkle å slipe på nytt, selv om de er begrenset til mykere stein og mindre hulldiametre.
Tricone rullebits med karbidinnsatser
Ved rotasjonsboring for store sprengningshull og olje- og gassapplikasjoner bruker trikonborkroner wolframkarbidinnsatser som er presset inn i ståltennene til roterende kjegler. Når kjeglene ruller over fjellveggen, knuser og fliser formasjonen. Skjærgeometrien varierer fra stumpe halvkuleformede former for hard stein til langstrakte meiselformer for myke formasjoner. Dette er dyre verktøy, men tilbyr utmerket penetrasjonshastighet i roterende applikasjoner med stor diameter.
DTH (Down-The-Hole) Hammer Bits
DTH-bits er en spesialisert type knappekrone designet for bruk med hammersystemer nede i hullet, der slagmekanismen beveger seg nedover borestrengen og treffer borkronen direkte mot fjellveggen. Dette minimerer energitapet og gjør DTH-boring eksepsjonelt effektiv for dype hull og hardt fjell. Karbidknappoppsettet og overflategeometrien til DTH-bits er konstruert spesifikt for høyfrekvente, høyenergipåvirkninger av hammerdrift.
Hvordan velge riktig hardmetallboreverktøy
Å velge riktig wolframkarbidboreverktøy innebærer å matche verktøyets egenskaper til fire nøkkelvariabler: bergart, boremetode, hulldiameter og driftsforhold. Å få denne matchen riktig påvirker direkte penetrasjonshastighet, verktøylevetid og kostnad per boret meter.
| Steintype | Anbefalt verktøytype | Karbidkvalitet |
| Myk (kalkstein, kull, skifer) | Meiselbitt eller kryssbitt | Høy kobolt (tøff karakter) |
| Medium (granitt, basalt) | Knappbit (ballistiske innsatser) | Middels kobolt (balansert karakter) |
| Hardt og slipende (kvartsitt, chert) | Knappebit (sfæriske innlegg) eller DTH-bit | Lav kobolt (slitebestandig kvalitet) |
| Brudd / variabel formasjon | Kryssbits eller robust knappbits | Høy kobolt (støtsikker) |
| Roterende dypt hull (stor diameter) | Tricone rullebits med hardmetallinnsatser | Tilpasset formasjonens hardhet |
Utover bergarten bør du vurdere boresystemet som er i bruk. Roterende perkussiv boring (topphammer) fungerer best med standard knappbits på dybder opptil 30–40 meter. DTH-systemer tar over for dypere hull der energioverføring gjennom lange stangstrenger ellers ville redusere effektiviteten. Rent roterende systemer krever innsatsbits eller dragbits avhengig av formasjonens trykkstyrke.

Nøkkelkvalitetsindikatorer ved evaluering av hardmetallboreverktøy
Ikke alle boreverktøy i wolframkarbid er skapt like. Når du sammenligner produkter fra forskjellige produsenter eller kjøper nytt verktøy, er dette kvalitetsindikatorene som betyr mest:
- Karbidkornstørrelse: Finkornet karbid (sub-mikron) gir høyere hardhet og slitestyrke. Grovere kornstrukturer forbedrer seigheten, men ofrer slitestyrken.
- Sett inn presspasningstoleranse: For knappbits er interferenspasningen mellom innsats og stålkropp kritisk. En løs passform forårsaker tap av innsats; en for tett passform forårsaker sprekker i karbiden under pressing.
- Stålkroppskvalitet: Borestålkroppen må være tøff nok til å motstå tretthetssprekker ved gjentatt støt. Lavlegert stål kasseherdet etter maskinering utkonkurrerer bløtstållegemer i levetid.
- Sett inn geometrikonsistens: Innsatser bør ha ensartet geometri og overflatefinish. Ujevnheter i knappehøyde eller -posisjon skaper ujevn belastning over ansiktet og akselererer slitasje på utsatte innsatser.
- Utforming av spylehull: Tilstrekkelige og godt plasserte spylekanaler i bitsflaten er avgjørende for å fjerne borekaks og avkjøle karbiden. Blokkerte eller underdimensjonerte spyleporter reduserer penetrasjonshastigheten og øker varmerelatert karbidnedbrytning.
Slik forlenger du levetiden til dine hardmetallboreverktøy
Tungsten-karbid fjellboreverktøy representerer en betydelig del av boreforbrukskostnadene. Disiplinert verktøystyring og operativ praksis kan dramatisk forlenge levetiden og redusere kostnaden per meter.
Omsliping av knappebiter på tidsplan
Omsliping av knappekroner er en av de mest kostnadseffektive metodene innen håndtering av karbidverktøy. Når knappene slites, utvikler de flate slitasjeflater på toppene som reduserer penetrasjonshastigheten og øker energitilførselen per boret meter. Omsliping gjenoppretter den opprinnelige knappeprofilen før sliteflatene blir for store. Tommelfingerregelen er å slipe på nytt når den flate slitasjediameteren når 30–40 % av knappens diameter. Å vente for lenge betyr at mer karbid må fjernes per slipesyklus, noe som forkorter det totale antallet omslipingssykluser før borkronen blir trukket tilbake.
Matching av matekraft og slagenergi til formasjon
Kjøring av overdreven matekraft eller slagtrykk i myk bergart er en vanlig årsak til karbidsprekker og innsatstap. Karbiden er designet for å knuse stein gjennom støt - hvis penetrasjonen er for rask til at borekaks kan spyles ut, kan boret bulke og konsentrere belastningen på individuelle skjær. Tilpass matingen, rotasjonshastigheten og slagenergien til formasjonens trykkstyrke. De fleste boreriggprodusenter gir anbefalte driftsparametere for spesifikke bergklasser.
Opprettholde tilstrekkelig spyling
Utilstrekkelig spyling er ansvarlig for en betydelig andel av for tidlig feil på karbidverktøy. Borekaks som ikke evakueres, pakker seg inn i bunnen av hull og forårsaker nysliping av steinsponene mot boreflaten, noe som øker slitasjen. For luftspyling, oppretthold en minimumslufthastighet i borehullet på 15–20 m/s. For vann- eller skumspyling, sørg for tilstrekkelig strømningshastighet for hulldiameteren som bores. Inspiser og fjern spyleporter på bits regelmessig – selv delvis blokkering reduserer spyleeffektiviteten betraktelig.
Riktig oppbevaring og håndtering
Wolframkarbid er hardt, men ikke immun mot skade fra støt. Å slippe bits ned på harde overflater eller oppbevare dem løst i beholdere der de banker mot hverandre, forårsaker flising av hardmetallskjærene før de i det hele tatt tas i bruk. Oppbevar bits vertikalt i dedikerte stativer eller i beskyttede beholdere med skillevegger. Transport til og fra boreflaten i verktøyposer i stedet for løst i en verktøykasse.
Vanlige feilmoduser og hva de forteller deg
Å undersøke slitte eller mislykkede fjellboreverktøy i wolframkarbid forteller deg mye om hvorvidt verktøyvalg, boreoppsett eller operasjonspraksis må endres. Her er de vanligste feilmønstrene og deres årsaker:
- Til og med flat slitasje på alle knapper: Normal slitasje - verktøyet ble brukt riktig. Fortsett med ny sliping.
- Sprukne eller ødelagte knapper: Indikerer vanligvis overdreven slagenergi for formasjonen, feil karbidkvalitet (for sprø) eller boring inn i en tom- eller feilsone. Vurder å bytte til en tøffere karbidkvalitet.
- Tap av knapp (tomme stikkontakter): Forårsaket av utilstrekkelig presspasning, tretthetssprekker i stålhylsen, eller bulking-hendelser som trekker innsatser ut under sideveis kraft. Inspiser stålkroppen for sprekker i sokkelen.
- Ujevn slitasje (måleknapper slites raskere): Vanlig når hullet er overdimensjonert, slik at boret kan drive og belaste måleknappene uforholdsmessig. Sjekk justering og stabilisatortilstand.
- Varmekontroll eller overflatesprekker på knapper: Indikerer termisk tretthet fra utilstrekkelig spyling. Karbiden overopphetes, sprekker fra rask temperatursykling. Forbedre spylestrømmen og se etter blokkerte porter.
- Erosjon eller utvasking av stålkropp: Spylemediet skjærer direkte inn i stålet rundt karbidskjær. Forårsaket av resirkulerende slipende partikler. Se gjennom spyleportens posisjon og evakuering av borekaks.
Bransjeapplikasjoner der hardmetallboreverktøy er kritiske
Tungsten-karbidborspisser og -skjær brukes på tvers av et bredt spekter av bransjer, hver med spesifikke krav som påvirker verktøydesign og materialvalg.
- Overflategruvedrift og steinbrudd: Knappbits med stor diameter og DTH-bits brukes til sprengningshullsboring i dagbruddsoperasjoner. Bordiametre varierer typisk fra 89 mm til 311 mm, og verktøylevetiden måles i meter per borkrone, direkte knyttet til sprengningskostnad per tonn.
- Underjordisk gruvedrift: Knappbits og kryssbits med mindre diameter brukes til drifting, stopping og produksjonsboring. Underjordiske forhold øker kompleksiteten – begrenset tilgang, begrenset ventilasjon og behovet for raske bitskift øker verdien av langvarig karbidverktøy.
- Sivil bygging og tunnelering: Hårdmetallbor brukes til bergboltinstallasjon, forhåndsdelt boring og utforskende kjerneboring foran tunnelflater. Verktøyets pålitelighet er spesielt viktig i disse applikasjonene der uventet utstyrsstans påvirker prosjektplanene og arbeidernes sikkerhet.
- Vannbrønn og geotermisk boring: DTH hammerbor med hardmetallinnsatser er mye brukt til vannbrønnboring gjennom harde fjellformasjoner. Disse applikasjonene krever høy målerutgang per bit og pålitelig ytelse i varierende formasjoner uten hyppige bitbytter.
- Leting etter olje og gass: Trikonbits med wolframkarbidinnsatser borer gjennom harde og slitende formasjoner i olje- og gassbrønner. I disse applikasjonene er borekronekostnaden en liten faktor sammenlignet med riggtidskostnaden per dag, noe som gjør kvaliteten på hardmetallskjær og borets holdbarhet avgjørende.
Hva du skal se etter når du kjøper hardmetallboreverktøy
Det globale markedet for hardmetallboreverktøy spenner fra premium europeiske og nordamerikanske produsenter til et bredt spekter av asiatiske leverandører. Prisforskjellene er betydelige, men kostnad per boret meter - ikke innkjøpspris - er den riktige beregningen for å evaluere verktøyverdien.
Når du vurderer leverandører, be om spesifikasjoner for sertifisert karbidkvalitet, inkludert kornstørrelse, koboltinnhold, hardhet (HRA eller HV) og tverrbruddstyrke (TRS). Anerkjente produsenter gir disse verdiene og kan anbefale spesifikke karakterer for formasjonen din. Be om felttestdata eller referanser fra operasjoner under lignende geologiske forhold. En bit som koster 20 % mer, men som borer 50 % flere meter per borekrone, gir klar verdi – men du trenger dataene for å bekrefte påstanden før du forplikter deg til en leverandør.
Vurder også ettersalgsstøtte: tilgjengelighet av slipetjenester eller utstyr, leveringstider for erstatningsverktøy og teknisk støtte for feilsøking av feilmoduser. Operasjoner på avsidesliggende steder drar spesielt nytte av leverandører med regional lagerbeholdning og rask logistikk, siden nedetid for boring venter på verktøy kan koste mye mer enn noen besparelse på bitpris.
Våre produkter //
Relaterte produkter


Hvis du er interessert i våre produkter, vennligst kontakt oss
